Ucrete Industrial Flooring Solutions
The World's Toughest Floor - Trusted since 1969

Ucrete product portfolio








Downloads
Brochure - Construction Solutions for Power and Industry
Brochure - Introduction to Master Builders Solutions
Brochure - Solutions for the Light Industry
Brochure - Sustainable Construction for Future Generations
Brochure: Solutions for Construction Systems
Brochure: Solutions for Marine Constructions
Key properties of Ucrete Industrial Flooring
- Fast Curing: Fully serviceable after 5 hours at 10ºC
- Hygienic: Cleanable to the same standard as stainless steel
- Non-Tainting: Even during application in food handling areas
- Anti-Static: Independently tested to EN63140 and EN1081
- HACCP Certified: Independently approved, "food safe", flooring product
- High Chemical Resistance: From strong acids and alkalis, fats, oils and solvents
- Temperature Resistance: Fully resistant specifications available up to 150ºC
- Slip Resistant: R11 to R13 (DIN 51130) textured finishes available with 40-60 PTV in the wet (EN13036)
- Eurofins Certified: Gold standard certified indoor air comfort
A reliable partner for your hygienic flooring needs
Ucrete is a HACCP (Hazard Analysis and Critical Control Path) approved product by HACCP International, enabling safe specification into all areas of food handling and manufacturing environments to safeguard against the risk of food contamination crises.
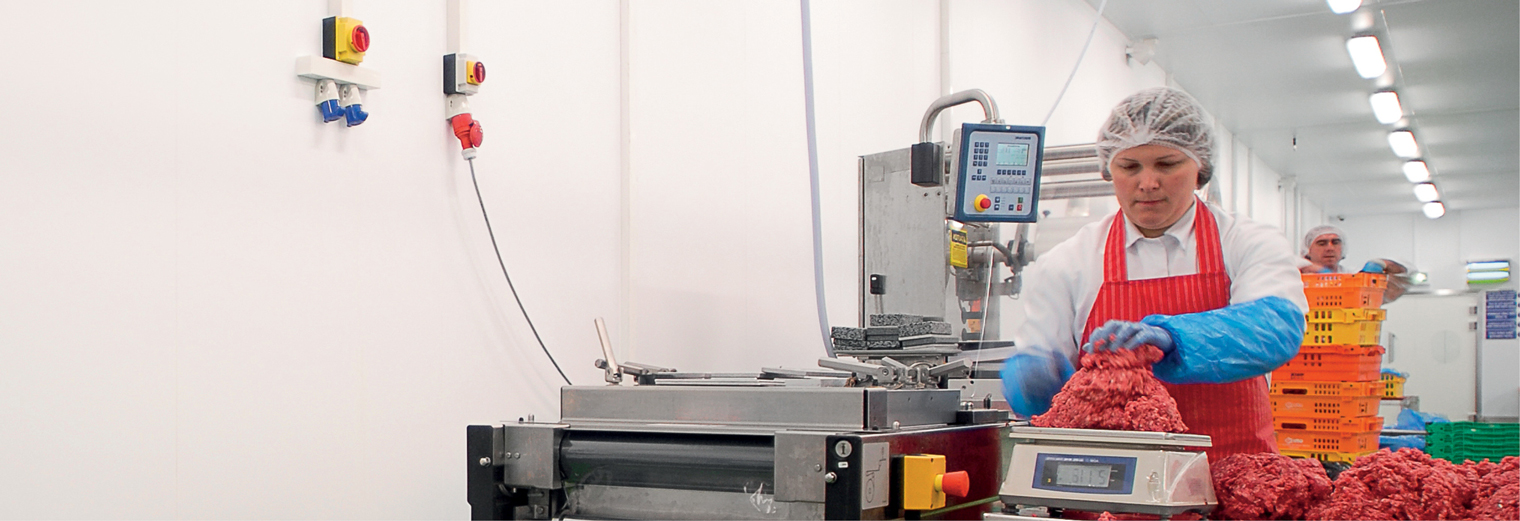
Ucrete Flooring Solutions for the Food and Beverage Industry
As a performance flooring solution, Ucrete is used in many industries such as brewing, meat, poultry, seafood, and dairy and milk products. Being able to withstand tough environments such as aggressive chemical attack, mechanical and thermal stress, as well as wear and tear, Ucrete is a safe, durable and long-lasting flooring solution for the industry.